Rockwell Automation provides, among other components, an Allen-Bradley ControlLogix 1756 programmable automation controller (PAC), Allen-Bradley® Kinetix® 5700 servo drives, Allen-Bradley PowerFlex® 525 and 755 AC drives and axes control modules, which allow the position of servo valves to be controlled very accurately.
The machine’s safety solution is also simplified by implementing the safety logic in the process PAC by means of Allen-Bradley POINT I/O™. Moreover, as stated the Neotecman technical team, “with FactoryTalk® View Studio SE SCADA and the SQL database, we can monitor event histories, diagnostics and energy consumption.” Rockwell Automation products are also used for the electronic cam of each piston, to indicate when it starts to move, as well as its speed and distance.
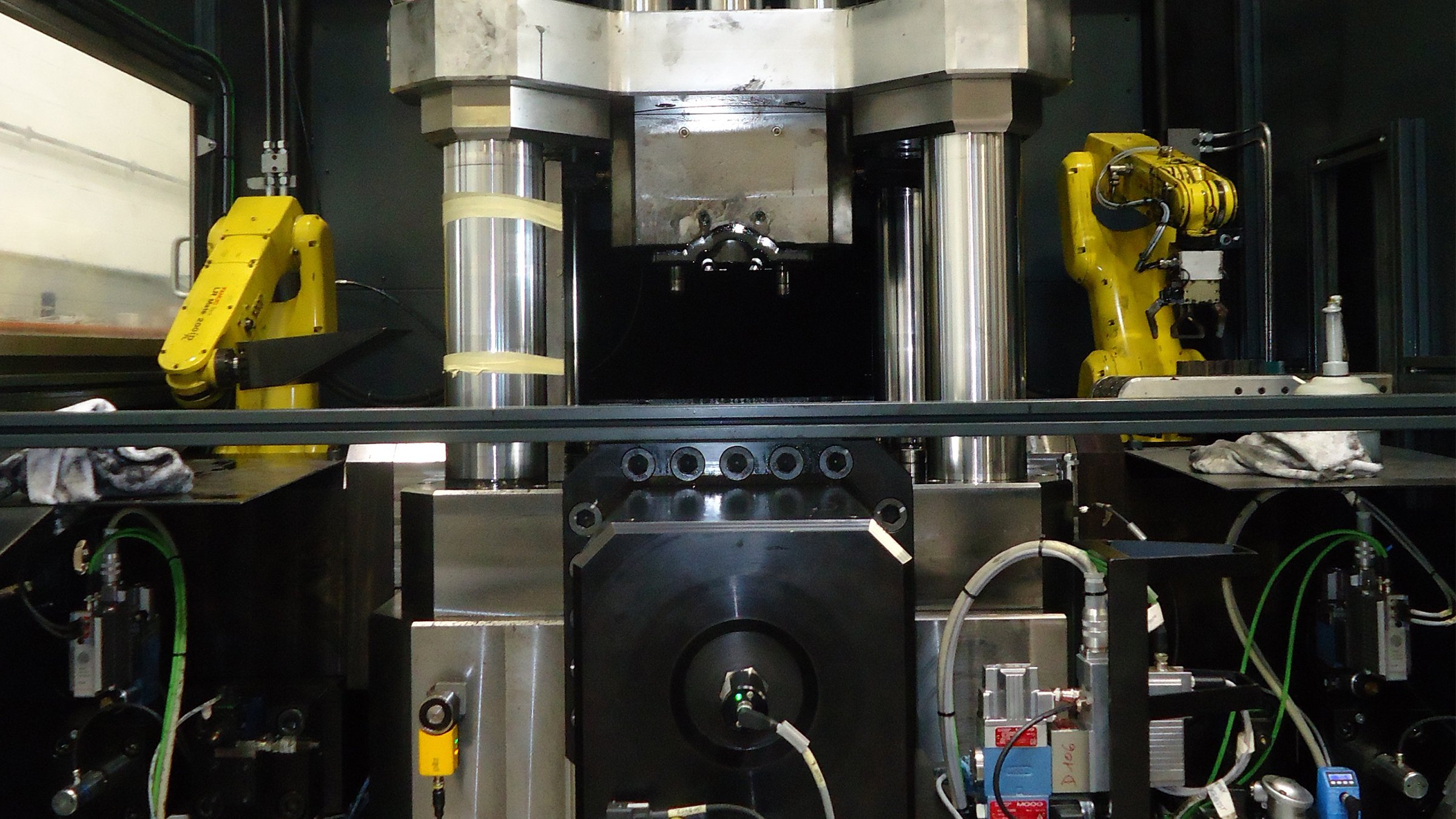
Two 7 kg robots, connected to the PLC through EtherNet/ IP™, are used to feed the stamper and remove the moulded part in the facilities of the Swedish company. “Communication has been really easy, since the Rockwell Automation Logix programming environment has code blocks that are ready to communicate with the robot, and that enabled us to save a lot of time. In addition to that, along with SCADA, we developed an interface to program the robot intuitively, and with an almost no chance of error by the operator,” comments the Neotecman technical team.
Results
“Rockwell Automation components have given us the ability to provide quick implementation of new electrical and hydraulic axes in the Neotecman machines. When a customer asks us for some changes in the stamper, such as the addition of a hydraulic or electric axis, the implementation in the system is faster, both for its programming and installation,” the team states.
“When this Swedish customer requested a modification of the stamper in order to set it according to its needs, the implementation in the system was very quick in terms of both programming and installation time,” states Condom.
Similarly, the machine setup time has also been reduced because the positioning of all motors and robots are easy and quick to be set. “In this sense, the easy design has helped us with the SCADA system and the communication of the Rockwell Automation solution with the robots. This allows the setup time of a part in the machine to be reduced, since all axes are positioned automatically,” remarks the manager.
Likewise, the Rockwell Automation® Integrated Architecture® system has enabled the increase in the operating speed of Neotecman’s machine components, so the final customer increases production and improves que quality of the manufactured pieces. This is how the Rockwell Automation Integrated Architecture system helps to improve real problems in industrial organizations, like low production rates or the drawbacks related to the quality of its products.
That’s not all. The use of POINT I/O™ for the process and safety signals helps Neotecman to save cabling, since the controllers can be placed near the actuator. In particular, “labour costs have been lowered by 20% regarding cabling time and machine checking, which has become a quicker and more efficient process,” adds the manager.
Thanks to the control system response of the Rockwell Automation components and the hydraulic distributors designed by Neotecman, the power consumption of the machine has also been reduced in the customer facilities.
“This has been achieved by controlling the pressure of the five punches that shape the part, which have a maximum travel of 100 mm each. The energy savings are really significant, since the high-pressure (300 bar) is only used to deform the billet. To perform the stroke and the initial contact with the billet we use medium pressure. When the punch begins the contact with the billet (we know it because the pressure on the cylinder increases suddenly) the high pressure is initiated. In this way we only use the high pressure at the end of the stroke.”
There are other benefits for the customers. For example, according to the Neotecman technical team, “the costs for heating the bar are reduced a 50% when using a gas furnace.” This is achieved by keeping 4 m of brassbar at a temperature of ±5 °C from the set point. A pyrometer measures the temperature and feeds this data to the controller, which then automatically adjusts the burners to keep the temperature stable along the whole bar. Moreover, the functional design and the process automation deliver a significant reduction of mould changeover times, and the noise level is considerably lower in the stamping process. These machines provide also savings in labour costs; just one operator is enough for the whole process, and for the logistics, only one working area is required with just one material loading and unloading bay.
Finally: “The commissioning at the customer premises is really quick because the cabinets are integrated in the machine. The Swedish customer needs only the power supply, fuel for the furnace – natural gas or propane – and an air supply. No additional connections are required, since these have been previously made and checked at Neotecman facilities.” And in order to help its customers as much as possible, the machines include an iPad and a Skype account, which allows the operator to contact the Neotecman technical support when needed, or even show them images about what’s happening.
Allen-Bradley, ControlLogix, FactoryTalk View Studio, Integrated Architecture, Kinetix, LISTEN. THINK. SOLVE., POINT I/O, PowerFlex, PanelView Plus, Rockwell Automation and Studio 5000 are trademarks of Rockwell Automation, Inc.
EtherNet/IP is a trademark of ODVA Inc.
Trademarks not belonging to Rockwell Automation are property of their respective companies.